欢迎来到高密市盛宝特机械制造有限公司网站!

 13053636818
13053636818





开松机设备的维护
开松机设备的维护工作关系到设备能否辰期稳定地保持高产的运行。对机上工作人员应加强管理,统一操作法,真正把维护工作纳入正常的生产管理轨道。现简述主要工种对机器的维护工作。
一、上轴工
(一)整机清洁工作
1.打开开松机压力表外面的防护罩,拉开控制箱,做全车的清洁工作,重点吹净电磁离合器里的花毛(这是产生火苗造成事故的关键部位)擦净踏盘箱周围的油渍。清理控制箱里边的花毛。
2.松开经纱,清除综丝和胸梁下边的花毛。胸梁下边的花毛过多,会损坏辅助喷嘴的气管。钢箱下边的花毛过多易造成箱路或损坏街齿。
3.吹掉综框绞链下的花毛,并清理布辊下边的油渍,吹净送经电机一边的花毛,再做机后的清洁工作。
4.贮纬器的清洁工作:清理绕纱盘里边的飞花和张力器周围的浮花。
5.带织边机的清洁工作:织边机头的清洁是减少毛边疵布的关键,要彻底做好。
(二)检查纱罗装置和张力装置
1.消除纱罗边上滑块间的积尘和堆积的花毛。
2.检查导针和导纱器,使其保持平滑。
3.检查穿经是否正确,绞边是否起作用。
4.检查张力接近开关和阻尼器是否起作用,螺丝是否松动。









开花机梳针损伤拉断的原因
在检查开花机棉卷棉层时,可以清楚的发现棉卷内外层有差别的,即紧贴在下尘笼的外层,有大块的棉絮团,分布也较不匀,而紧贴在上尘笼的内层,分布也较均匀。这种差别在梳针打盛宝特手的棉卷上较明显。在械针打盛宝特手处理的棉卷上这种差别就较小,内层重量大约比外层重1.65倍,重量不匀率与外现不匀率均较小。
由此可见,梳针打盛宝特手的开松能力显著优越,制成棉卷结构好,因而可进一步降低不匀率,减少纤维在梳棉工序的切断。在使用梳针打盛宝特手时,要佳选入梳针打盛宝特手的筛棉己获得一定程度的开松,否则纤维易被梳针损伤拉断。因此,梳针打盛宝特手以用于清棉的后面阶段为宜。
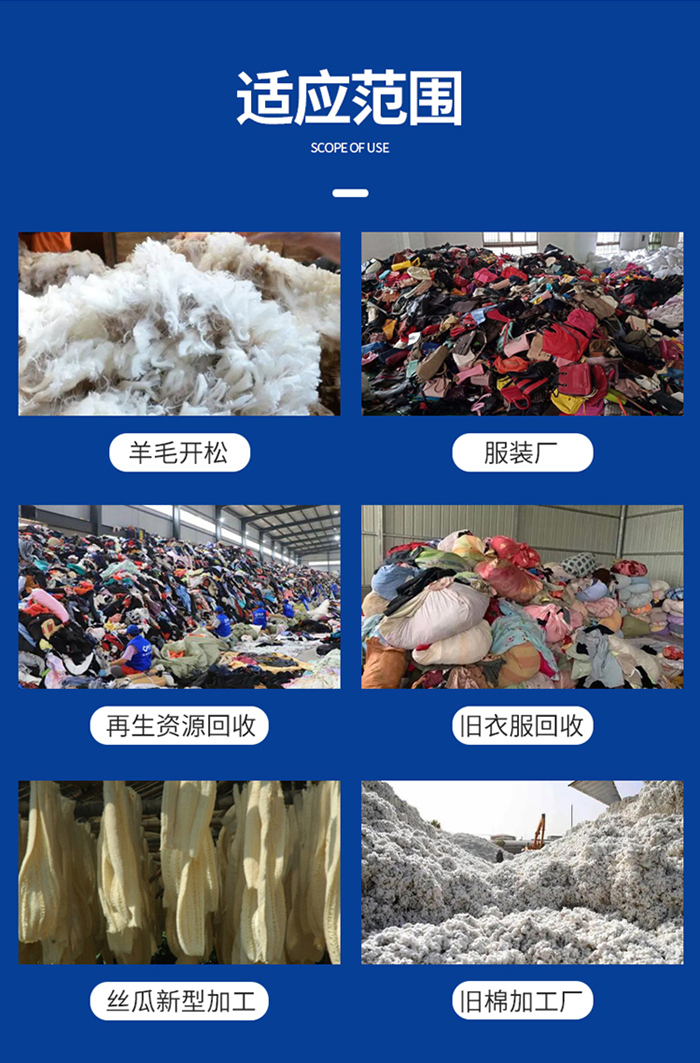
开松机工艺配置
(1)打盛宝特手速度:速度的高低直接影响打盛宝特手对锦层的打击程度。当给棉量一定时,打盛宝特手速度高,则开松除杂作用强。但速度过高,杂质易碎裂,且输出的纤维中柬丝增多,落棉含杂率降低。打盛宝特手速度一般采用500-700r/min。在加工细长纤维、含杂少或成熟度较差的原棉时,打盛宝特手速度再偏低配置。
(2)FA111型开松机打盛宝特手与给棉罗拉隔距:该隔距小,刀片刺入棉层深, 开松作用增强;但隔距过小,易损伤纤维,致使短绒增加。因此该处隔距的大小应根据加王棉层的厚度和纤维长度来定。纺制中特纱时,一般采用6-8mm;在加工化纤时,可采用11mm。
(3)打盛宝特手导尘捧隔距:其变化规律为:自进口到出口应逐段放大,以适应棉块体积的逐渐增大。变化范围a为10-18.5mm。两者问隔距小,棉块受尘棒阻刮作用强的。开松作用 较好,落棉增加。但具体选用隔距时;还要根据给棉量和原棉含杂情况而定。
(4)开松机尘捧与尘棒隔距:尘棒间隔距的大小应根据原棉含杂率和含杂性质来定。一般规律是入口部分隔距较大,中间部分隔距小,进位白部分畸距可适当放大。也可以采用从入口到出口隔距建渐收品的工艺,其着眼点是处理好落杂和回收纤维的关系。

扫一扫手机网站








 在线客服
在线客服 13053636818
13053636818 1033424483@qq.com
1033424483@qq.com